
联系人:张先生 咨询热线:130-5857-1348 传真:0769-83489772 邮箱:469558134@qq.com 地址:广东省东莞市常平镇常平西兴三街68号1号楼
CO₂气体保护焊的工艺特点与分类
来源: 发布时间:2019-05-21 点击量:1837
CO?气体保护焊(Carbon-Dioxide Are Welding,简称CO?焊)是在20世纪50年代初出现的一种熔化焊方法。它是利用CO?气体作为保护介质的电弧焊接方法。在我国,从1964年开始批量生产CO?焊机,并且推广用以生产,在机车车辆制造、汽车制造、船舶制造及采煤机械制造等方面应用十分普遍。由于它具有焊接质量好、效率高、成本低、易于实现过程控制自动化等优点,因而CO?气体保护焊得到迅速的发展。
CO?气体保护焊的特点和应用CO?气体保护焊的过程如图所示。在采用CO?气体保护焊的初期,由于CO?气体的氧化性问题,难以保证焊接质量。后来在焊接黑色金属时,采用含有一定量脱氧剂的焊丝或采用带有脱氧剂成分的药芯焊丝,使脱氧剂在焊接过程中参与冶金反应进行脱氧,就可以消除CO?气体氧化作用的影响。加之CO?气体能充分隔绝空气中氮对熔化金属的有害作用,能促使焊缝金属获得良好的冶金质量。因此,目前CO?气体保护焊,除不适于焊接容易氧化的有色金1属及其合金外,可以焊接碳钢和合金结构钢构件,甚至焊接不锈钢也取得了较好的效果。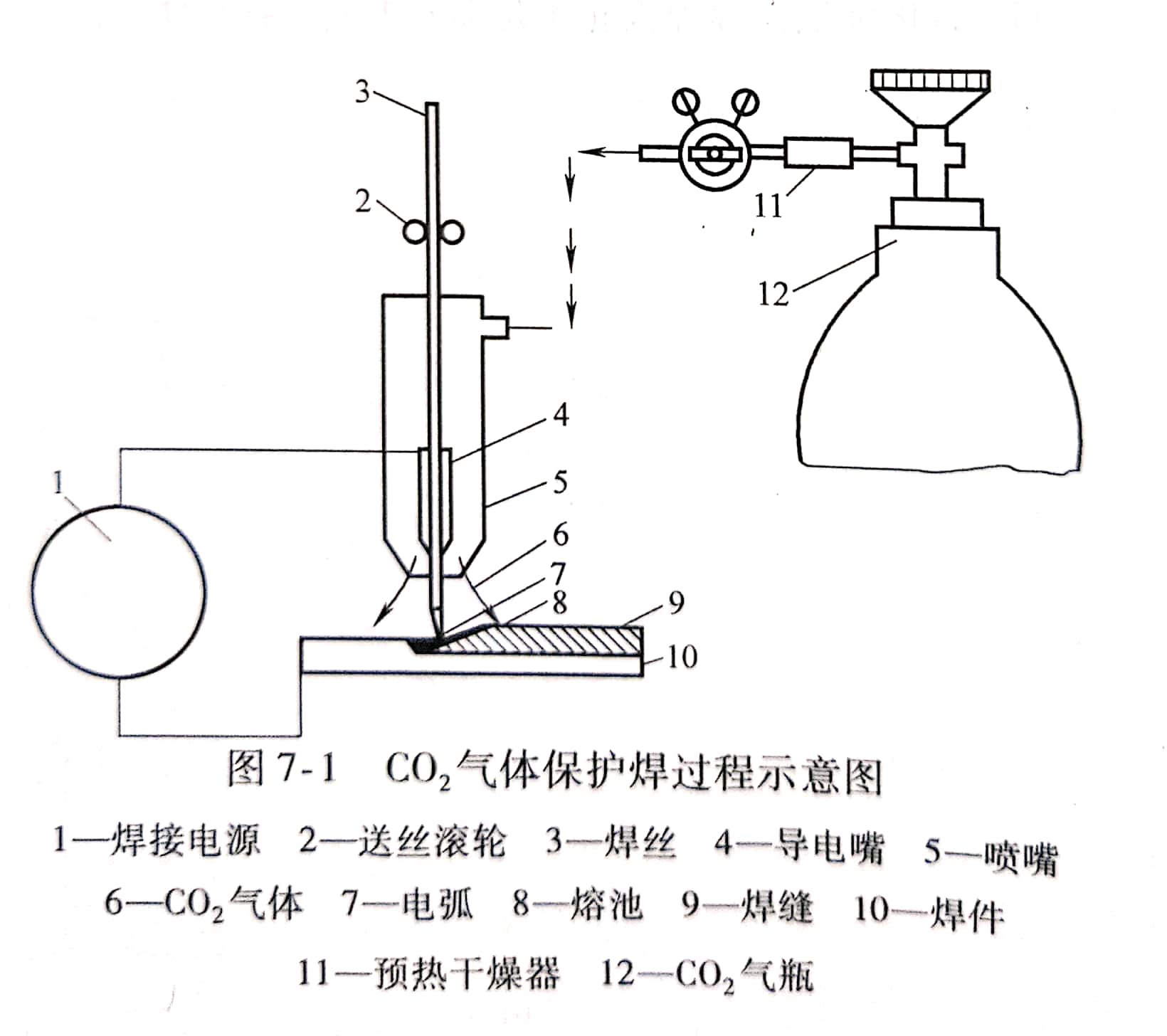
一、CO?气体保护焊的工艺特点
(1)CO?气体保护焊的优点
1)高效节能。CO?气体保护焊是一种高效节能的焊接方法,例如水平对接焊10mm厚的低碳钢板时,CO?气体保护焊的耗电量比焊条电弧焊低2/3左右,与埋弧焊相比也略低些。同时考虑到高生产率和原材料价格低廉等特点,CO?气体保护焊的经济效益是很高的。
2)生产效率高。用粗丝(焊丝直径>?1.6mm)焊接时可以使用较大的焊接电流,实现射滴过渡。CO?气体保护焊的电流密度可高达100~300A/mm2,所以焊丝的熔化系数大,可达15~26g/A·h,焊件的熔深也大,可以不开或只开较小的坡口。另外基本上没有熔渣,焊后不需要清渣,节省了许多工时,因此可以较大地提高焊接生产率。
3)焊接变形小。用细丝(焊丝直径≤?1.6mm)焊接时可以使用较小的焊接电流,实现短路过渡。这时电弧对焊件是间断加热,电弧稳定,热量集中,焊接热输入小,适合焊接薄板。同时焊接变形也很小,甚至不需要焊后矫正工序,还可以用于全位置焊接。
4)抗锈能力强。CO?气体保护焊是一种低氢型焊接方法,抗锈能力较强,焊缝的含氢量极低,焊接低合金钢时不易产生冷裂纹,同时也不易产生氢气孔。
5)成本低。CO?气体保护焊所使用的气体和焊丝价格便宜,来源广泛,焊接设备在国内已定型生产,为该方法的应用创造了十分有利的条件。
6)易于实现自动化。CO?气体保护焊是一种明弧焊接法,便于监视和控制电弧和熔池,有利于实现焊接过程的机械化和自动化。用半自动CO?气体保护焊焊接曲线焊缝和空间位置焊缝也十分方便。
(2)CO?气体保护焊的缺点:与焊条电弧焊及埋弧焊相比,CO?气体保护焊也存在一些不足之处;
1)焊接过程中金属飞溅较多,焊缝外形较为粗糙,特别是当焊接参数匹配不当时,飞溅更严重。
2)不能焊接易氧化的金属材料,且不适于在有风的地方施焊。
3)焊接过程弧光较强,尤其是采用大电流焊接时,电弧的辐射较强,故要特别重视对操作人员的劳动保护。
4)设备比较复杂,需要有专业队伍负责维修。
二、CO?气体保护焊分类
CO?气体保护焊通常是按采用的焊丝直径来分类。当焊丝直径小于或等于1.6mm时,称为细焊丝CO?气体保护焊,主要用短路过渡形式焊接薄板材料。常用这种焊接方法焊接厚度小于3mm的低碳钢和低合金结构钢。当焊丝直径大于1.6mm时,称为粗焊丝CO?气体保护焊,一般采用大的焊接电流和高的电弧电压来焊接中厚板,熔滴以颗粒形式过渡。按操作方式,CO?气体保护焊可分为自动焊及半自动焊两种。对于较长的直线焊缝和规则的曲线焊缝,可采用自动焊。而对于不规则的或较短的焊缝,则采用半自动焊,也是现在生产中用得最多的形式。
为了适应现代工业某些特殊应用的需要,目前在生产中除了上面提到的一般性CO?气体保护焊方法之外,还派生出下列一些方法:如CO?气体保护点焊、CO?气体保护立焊、CO?气体保护窄间隙焊、CO?加其他气体(如CO?+2)的保护焊,以及CO?气体与焊渣联合保护焊等。
推荐产品 MORE+



机CH3000W")

")



推荐新闻 MORE+
- 朝洪攻略|1500W手持激光焊接机多少钱?购买前看完这篇说明不踩坑2023-12-08
- 中山otc焊接机器人哪里好2020-07-06
- 东莞焊接机械手厂家价格优惠吗2020-07-06
- 江门焊接机械手厂家怎么选2020-07-05
- 江门全自动焊接机械手价格优惠吗2020-07-05
- 江苏自动化焊接机械手的优势2020-07-04
- 广东otc焊接机器人价格优惠吗2020-07-04
- 广东otc焊接机器人怎么选2020-07-03
- 深圳otc焊接机器人靠谱吗2020-07-03
- 湖北焊接机械手厂家那里好2020-07-02
