
联系人:张先生 咨询热线:130-5857-1348 传真:0769-83489772 邮箱:469558134@qq.com 地址:广东省东莞市常平镇常平西兴三街68号1号楼
裂纹产生的原因和防止措施
来源: 发布时间:2019-04-24 点击量:1253
上期跟大家说过激光焊接缺陷的常见缺陷,分别是裂纹、气孔、飞溅,咬边、下榻这些缺陷今天我们就来单独说一下“裂纹”是如何产生的以及它的防止措施。下面是我给大家整理出来一些常见的裂纹分类和基本特征,有哪些看不懂的欢迎留言提问,我会在第一时间为大家详细解答。
冷裂纹主要包括延迟裂纹、淬硬脆化裂纹和低塑性脆化裂纹。淬硬脆化裂纹主要是由于淬硬组织和应力造成,主要产生于马氏体钢和工具钢等高碳钢或高合金钢中;低塑性脆化裂纹主要是被焊材料的塑性太差而产生,主要产生于铸铁、硬质合金钢中。因此,后两种裂纹出现的材料特别,产生原因单一,今天我们不讨论这两个,着重来讲解下延迟裂纹,它主要是由于淬硬组织、接头承受的应力、扩散氢三个原因综合引起,影响因素多,缺陷分析中原因判断难。
延迟裂纹的危害:延迟裂纹由于具有延迟现象,它不在焊后马上出现而是隔段时间,由于产品结构、焊接工艺、气候等变化,延迟时间也不确定,所以,可能存在焊后无损检测没有检测到情况下;另外,延迟裂纹具有典型的脆断特征,当微观裂纹出现,在应力及工作载荷的作用下裂纹延展速度快,当发现微观裂纹而来不及采取措施就可能造成结构的破坏,引起的后果非常严重。
延迟裂纹产生的三大主因是:钢种的淬硬倾向、焊接接头的含氢量及其分布、焊接接头的约束应力
总之, 针对具体的材料和结构制定合理的焊接工艺, 采取合适的焊接顺序, 加强焊接过程中的监控和指导, 最后采取相应的热处理手段,实现组织韧化、 扩散氢含量少和接头应力低的目标, 进而保证接头在整个使用寿命周期内不出现延迟裂纹, 保证结构的安全可靠。
热裂纹主要包括结晶裂纹、多边化裂纹、液化裂纹。
结晶裂纹的影响因素:结晶裂纹产生所需要的临界应力非常小,在焊接生产中刚性很小的结构都可能产生裂纹,因此,应力不是产生结晶裂纹的主要原因,在控制上也不是采取的主要措施。当然,降低拉力应力的工艺措施也可以降低结晶裂纹倾向,但焊后消除应力处理对于防止结晶裂纹是没有作用的。低熔共晶的量、共晶温度、形态和分布是影响结晶裂纹倾向的主要原因,也是控制的主要方向。
结晶裂纹产生的两大原因就是拉应力和低熔共晶,由于结晶裂纹产生的临界应力很小,所以控制和防止结晶裂纹主要从减小低熔共晶、凝固模式控制先析出相为&相、控割理警成形系数等方面人手。 主要在接头设计上尽量不要采用深坡口;工艺措施上,尽量梁用小线能量 适当预热和适中速度、控制焊缝成形系数、采用合理焊接顺序以降低应力。
多边化裂纹影响因素:多边化裂纹形成过程中多边化进程与激活能(主要取决合金元素)、温度、接头应力有关。合金含量少、晶粒粗大、温度高和接头应力大,均可以加快多边化进程,产生多边化裂纹倾向越严重。总之,凡是能减小接头应力、防止焊缝金属过热、增加多边化的激活能的措施均有利于延缓多边化进程,对防止多边化裂纹有作用。
总之,凡是能减小接头应力、防止焊缝金属过热、增加多边化的激活能的措施均有利于延缓多边化进程,对防止多边化裂纹有作用。
再生裂纹影响因素:①Cr、Mo、V、Ti、Nb、W等沉淀强化元素,P、S、Sb、Sn、As等杂质元素均对再生裂纹有较大影响②晶粒度越大,组织的强度和塑韧性均越小,晶界临界变形ec同样也越小,则再热过程中应力释放造成的变形超过ec的可能性就越大,也就容易产生再热裂纹。③焊趾处存在咬边、根部存在未焊透等会引起应力集中的缺陷,会促进产生再热裂纹。④焊接接头在高温使用环境或焊后消除应力处理过程中,由于应力释放而产生的变形超过了过热粗晶区晶界的临界变形而引起的。所以,焊后接头中应力水平对接头再热裂纹倾向影响非常大
控制措施:焊接工艺上采用线能量集中的焊接方法、小线能量+预热+后热、合理的焊接顺序(对称、分段、跳焊、退焊)等降低接头压力;保证根部焊透、焊后打磨焊趾圆滑过渡和避免咬边等缺陷,减小应力集中。
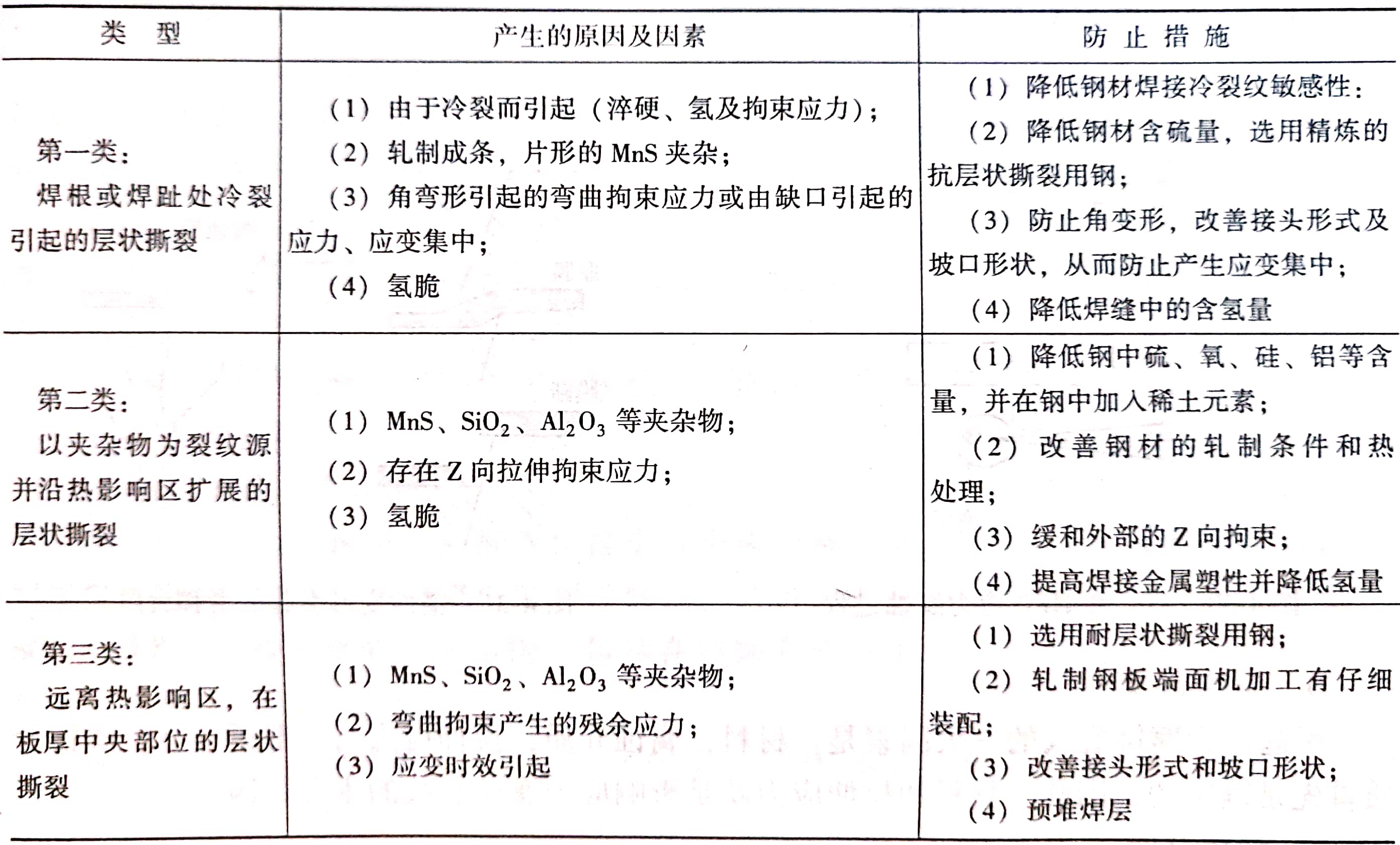
层状撕裂的类型、产生原因及防止措施表格总结如下:
应力腐蚀裂纹三大影响因素分别是:材料,腐蚀介质,拉伸应力。一般情况下,腐蚀介质首先是确定的,所以,材料和拉伸应力就是影响应力腐蚀裂纹的主要原因。
好了,以上就是缺陷-裂纹的全部总结,小伙伴们,我们下期再见!
推荐产品 MORE+



机CH3000W")

")



推荐新闻 MORE+
- 朝洪攻略|1500W手持激光焊接机多少钱?购买前看完这篇说明不踩坑2023-12-08
- 中山otc焊接机器人哪里好2020-07-06
- 东莞焊接机械手厂家价格优惠吗2020-07-06
- 江门焊接机械手厂家怎么选2020-07-05
- 江门全自动焊接机械手价格优惠吗2020-07-05
- 江苏自动化焊接机械手的优势2020-07-04
- 广东otc焊接机器人价格优惠吗2020-07-04
- 广东otc焊接机器人怎么选2020-07-03
- 深圳otc焊接机器人靠谱吗2020-07-03
- 湖北焊接机械手厂家那里好2020-07-02
